Nastavitve višine, ki jih mora imeti vsak kakovosten nadzor višine gorilnika pri plazemskem rezanju
Samodejni nadzor višine gorilnika ali Torch height control (THC) je pogosto napačno razumljen del postopka CNC plazemskega rezanja. Veliko stvari se dogaja v ozadju THC z avtomatiziranim plazemskim sistemom in je zato zelo pomemben del postopka plazemskega rezanja. Rezalni stroj brez samodejnega nadzora višine gorilnika bo imel slabo življenjsko dobo potrošnega materiala za plazmo in slabo kakovost reza. Na žalost lahko tudi z dobrim THC-jem napačne nastavitve ali pomanjkanje osnovnega razumevanja delovanja sistema vodijo do enakih rezultatov kot brez THC-ja! V nadaljevanju razložimo, kaj se mora zgoditi pri vsakem ciklu rezanja z ustreznim THC.
Vsebina
Na kakovostnem THC-ju (kot je npr. Polabs Torch height control) so vedno na voljo 3 nastavitve višine:
- višina vboda
- višina reza in
- obločna napetost
1 Višina vboda
Upravljavec predhodno nastavi višino vboda glede na priporočeno višino vboda proizvajalca plazemskega gorilnika za dani material in debelino. THC indeksira navzdol na ploščo, preden se gorilnik vžge in locira ploščo. Obstaja nekaj različnih metod za zaznavanje zgornje površine plošče, kot je ohmsko zaznavanje (običajno najboljša metoda), zaznavanje navora, zaznavanje zastoja, kapacitivno ali induktivno zaznavanje in končno stikalno (plavajoča glava) zaznavanje. Nato se umakne na višino vboda. Gorilnik se nato prižge in ostane na mestu, brez premikanja x y ali z, dokler ne poteče zakasnitev vboda (ki jo priporoča proizvajalec gorilnika za vsako debelino).
2 Višina reza
Upravljavec predhodno nastavi višino reza v skladu s priporočeno višino reza proizvajalca gorilnika. Takoj, ko zakasnitev vboda poteče, se gorilnik hitro spusti na višino reza. Hkrati začneta gibanje x in y poganjati gorilnik skozi obdelovalni program.
3 Obločna napetost
Krmiljenje obločne napetosti uporablja povratne informacije iz plazemskega sistema za merjenje napetosti med elektrodo (negativno) in ploščo (pozitivno). Nekateri temu pravijo “volti konice”, kar je napačno, saj je šoba gorilnika znana kot “konica”, vendar je napetost referenčna na elektrodo in ploščo. Pri dani hitrosti rezanja in fiksni delovni razdalji gorilnika ta napetost ostane konstantna.
Če je plošča ukrivljena tako, da se med rezanjem v ustaljenem stanju odmakne od gorilnika, lok med elektrodo in ploščo postane daljši, kar pomeni, da se napetost poveča. Nadzor višine gorilnika kaže povečanje napetosti obloka in signalizira pogonu osi z, da premakne gorilnik bližje plošči. Nadzor napetosti obloka prevzame funkcije višine gorilnika, takoj ko je stroj znotraj določenega odstotka programirane hitrosti rezanja. Ko pospešek pripelje stroj do določene hitrosti, prevzame nadzor napetosti obloka. Posledično, ko se gibanje x in y upočasni pod tem mejnim odstotkom, je nadzor napetosti onemogočen, tako da se gorilnik ne potopi med zavojem ali upočasnitvijo majhne funkcije.
Če se višina gorilnika med prehodom med višino reza in obločne napetosti opazno spremeni, morate prilagoditi nastavitev napetosti obloka, tako da med tem prehodom ni sprememb. Torej, če se gorilnik indeksira na višino reza, se začne premikati, nato pa se oddalji od plošče. Takrat zmanjšajte nastavitev napetosti obloka.
Elementi, ki vplivajo na višino gorilnika pri delovanju nadzora obločne napetosti
- Nihanje tlaka plina. Sprememba tlaka plina spremeni upor plazemskega loka, kar spremeni napetost obloka.
- Sprememba hitrosti. Počasnejša hitrost rezanja naredi rez širši, kar pomeni, da je lok daljši, kar pomeni, da je napetost višja. Zato THC premakne gorilnik bližje plošči
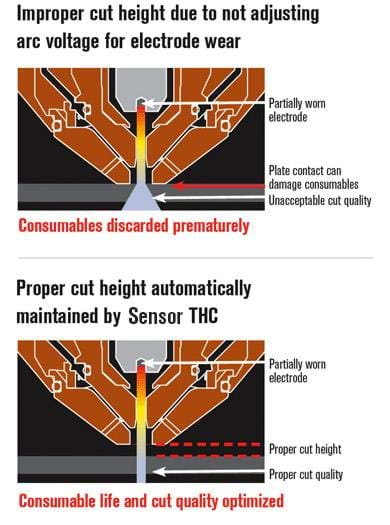
- Obrabljena elektroda. Plazemske elektrode se obrabijo tako, da tvorijo jamo v hafnijevem oddajniku.
VIR (1)