Nastavitev varilnega aparata – katere parametre je potrebno upoštevati za maksimalno delovanje?
Razen če z varjenjem ne preživljate, je pogosto težko vedeti, ali je vaš MIG varilni aparat nastavljen za optimalno delovanje. Če se zalotite, da si postavljate vprašanja, kot so “Ali uporabljam ustrezno napetost?” ali “Imam preveč ali premalo žice?” potem je ta prispevek za vas! Dotaknili se bomo osnov pravilnih nastavitev varilnega aparata, nato pa pogledali, kaj vam „sporoča“ vaš zvar.
Vsebina
Varilni aparati in ostala oprema
Dobra oprema olajša MIG varjenje, slaba oprema pa vas lahko drago stane zaradi frustracij in kakovosti zvara. MIG varilni aparati, kot so osnovni aparati proizvajalca Lincoln Electric, so idealni za občasne varilce. Če iščete napravo z več zmožnostmi varjenja, pa priporočamo večprocesne varilne naprave istega proizvajalca – ogromno izbiro ponuja trgovina SQS, ki je tudi uvoznik in zastopnik te vrhunske blagovne znamke.
Nekateri varilni aparati vključujejo tehnološki napredek, kot je tehnologija Auto-Set™, ki samodejno nastavi optimalne parametre glede na debelino materiala in premer žice. To vam omogoča, da se osredotočite na pravilno tehniko.
Če želite ugotoviti, kateri varilni aparat najbolj ustreza vašim potrebam, svetujemo malce raziskave na številnih forumih, najlažje pa bo, če se obrnete na uvoznika ali zastopnika, kot je SQS.
Kar najbolje izkoristite svoj aparat?
Ne glede na vašo izbiro stroja, preberite uporabniški priročnik. Vsebuje pomembne informacije o pravilnem delovanju in varnostne smernice. Večina podjetij ponuja svoje priročnike na spletu.
Naslednje osnovne smernice veljajo za MIG varjenje jekla s polno žico. Zasnova spoja, položaj in drugi dejavniki vplivajo na rezultate in nastavitve. Ko so doseženi dobri rezultati, zabeležite parametre.
1. Debelina materiala določa amperažo. Kot smernica, vsaka 0,001 palca debeline materiala zahteva 1 amper moči: 0,125 palca = 125 amperov.
2. Izberite ustrezno velikost žice glede na amperažo. Ker ne želite zamenjati žice, izberite tisto za najpogosteje uporabljene debeline.
- 30-130 amperov: 0,023 palca
- 40-145 amperov: 0,030 palca
- 50-180 amperov: 0,035 palca
- 75-250 amperov: 0,045 palca
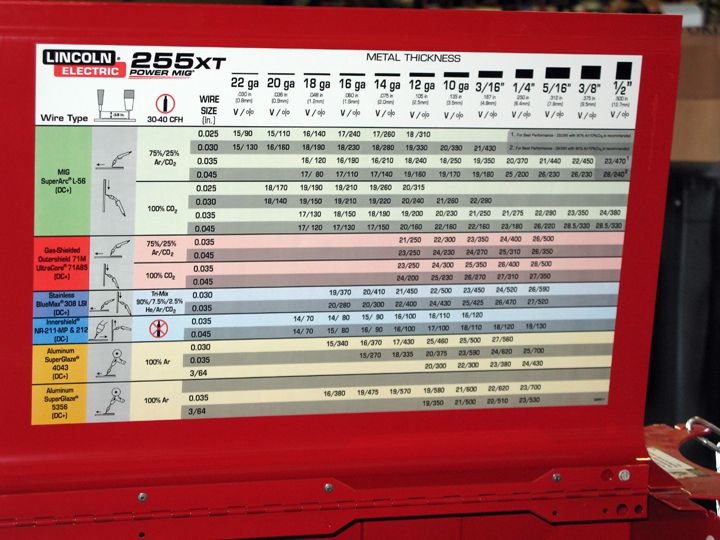
3. Nastavite napetost. Napetost določa višino in širino kroglice. Če ni na voljo tabele, priročnika ali specifikacij za nastavitev pravilne napetosti, lahko poskusite tole: medtem ko ena oseba vari na odpadno kovino, pomočnik zniža napetost, dokler se oblok ne začne zabadati v obdelovanec. Nato znova začnite z varjenjem in naj pomočnik poveča napetost, dokler oblok ne postane nestabilen in površen. Napetost na sredini med tema dvema točkama je dobro izhodišče.
Med napetostjo obloka in dolžino obloka obstaja povezava. Kratek lok zmanjša napetost in povzroči ozko, vrvasto kroglico. Daljši lok (več napetosti) povzroči bolj ploščat in širši krog. Prevelika dolžina loka povzroči zelo raven rob in možnost spodrezovanja.
4. Nastavite hitrost podajanja žice. Hitrost žice nadzira amperažo kot tudi količino preboja zvara. Previsoka hitrost lahko povzroči opekline. Če priročnik ali list s specifikacijami za varjenje ni na voljo, uporabite množitelje v naslednji tabeli, da poiščete dobro izhodišče za hitrost podajanja žice. Na primer, za 0,030-palčno žico pomnožite z 2 palca na amper, da dobite hitrost podajanja žice v palcih na minuto (ipm).

Pregled videza zvarov
Eden od načinov za preverjanje parametrov je pregled zvara. Njegov videz nakazuje, kaj je treba prilagoditi.
- Dober zvar: Upošteva dobro penetracijo v osnovni material, raven profil zvara, ustrezno širino zvara in dobro vezavo na konicah zvara (robovi, kjer se zvar sreča z osnovno kovino).
- Previsoka napetost: Previsoka napetost je označena s slabim nadzorom obloka, nedoslednim prebojem in turbulentnim zvarnim bazenom, ki ne uspe dosledno prodreti skozi osnovni material.
- Prenizka napetost: premajhna napetost povzroči slabe zagone, nadzor in preboj obloka. Povzroča tudi čezmerno brizganje, konveksen profil kroglice in slabo vezavo na konicah zvara.
- Prehitra hitrost delovanja: ozek, konveksen zvar z neustreznim pritrjevanjem na konicah zvara, nezadostna penetracija in nedosleden zvar so posledica prehitre hitrosti.
- Prepočasna hitrost: Prepočasna hitrot vnese preveč toplote v zvar, kar povzroči preširok zvar in slabo penetracijo. Na tanjšem materialu lahko povzroči tudi prežganje.
- Hitrost podajanja žice/previsoka amperaža: Nastavitev hitrosti podajanja žice ali previsoke amperaže (odvisno od vrste stroja, ki ga uporabljate) lahko povzroči slabe zagone obloka in vodi do preširokega zvara, prežganine, prekomernega brizganja in slabo penetracijo.
- Hitrost podajanja žice/prenizka amperaža: ozka, pogosto konveksna kroglica s slabim pripenjanjem na konicah zvara označuje nezadostno amperažo.
- Brez zaščitnega plina: Pomanjkanje ali neustrezen zaščitni plin zlahka prepoznamo po poroznosti in luknjicah na sprednji in notranji strani zvara.
Nastavitev varilnega aparata – sklep
Nastavitev varilnega aparat ni zahtevna naloga, če se je lotite sistematično in po točkah. Potrebnega je zgolj nekaj časa in natančen pregled priročnika. Svoje pa seveda prinese tudi dolgoletna praksa.
VIR (1) Drive Online